 Ford Kuga Service ManualRear End Sheet Metal Repairs
Ford Kuga Service ManualRear End Sheet Metal Repairs
Inner Quarter Panel and Wheelhouse
Inner Quarter Panel and Wheelhouse
Removal
NOTE: Equipment:
Measurement and alignment angle system
Replacement Parts:
NOTE: For a partial replacement the required replacement parts needs to be cut out from the complete panels.
- Inner Quarter Panel and Wheelhouse
- Wheelhouse Inner
- Striker Reinforcement
- Rocker Panel Inner Reinforcement
Necessary Removal and Installation Work:
- Quarter Panel
Refer to: Quarter Panel LH (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
- Reinforcement C-Pillar
Refer to: Rear Wheelhouse Outer (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
- Back Panel and Reinforcement
Refer to: Back Panel and Reinforcement (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
- Rear Lamp Mounting Panel
- Rocker Panel (partial)
Refer to: Rocker Panel (501-29 Side Panel Sheet Metal Repairs, Removal and Installation).
- Water Drain Panel
Refer to: Water Drain Panel (501-30 Rear End Sheet Metal Repairs, Removal and Installation).
- Reposition the carpeting and the wiring harness away from the working area.
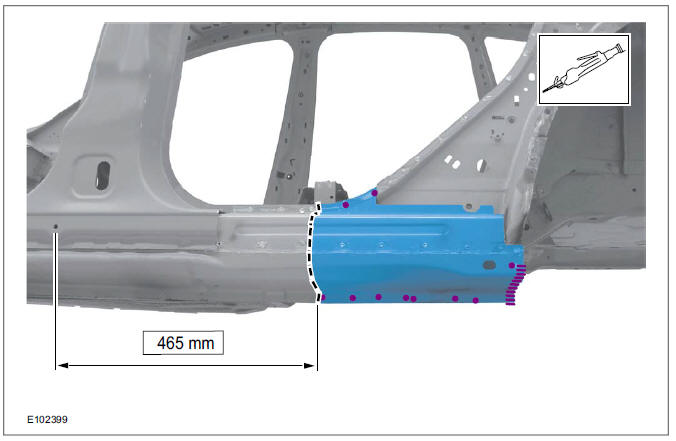
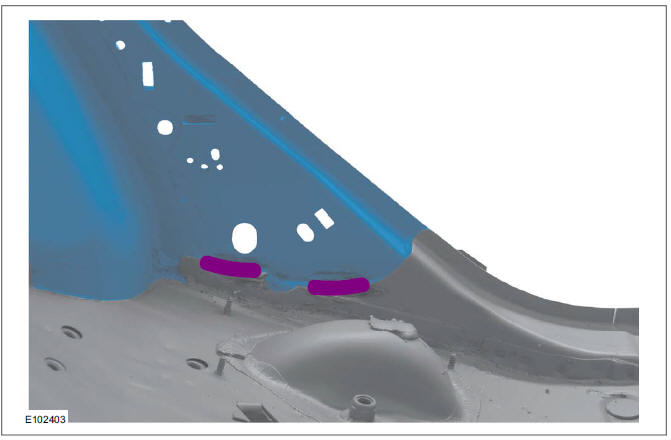
Rocker Panel Inner Reinforcement
- Mark the outline and cut out the rocker panel inner reinforcement partial.
- Mill out the spotwelds.
- Heat the area (approx. 170 C) and detach bonded / sealed area at the edge of the wheel arch.
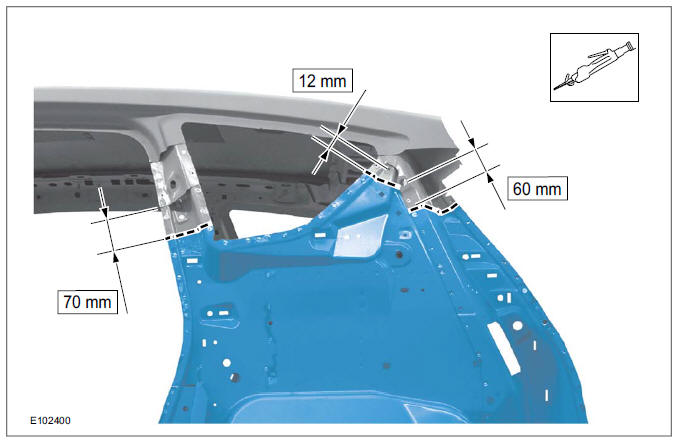
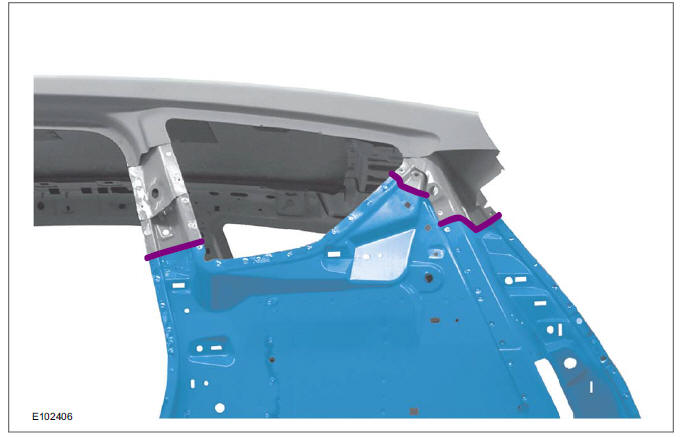
C-Pillar - D-Pillar
- Mark the outline and cut C- and D-Pillar.
Wheelhouse
- Mill out spotwelds.
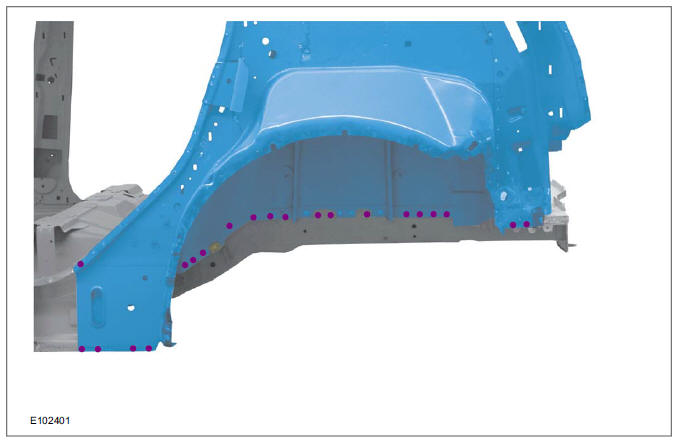
Wheelhouse
- Mill out the spot welds - Two panel thickness.
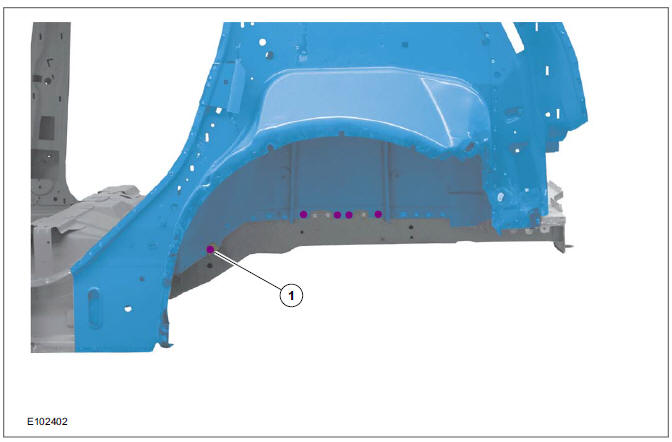
- 1) Mill out the spot weld - Bend open metal tab.
Wheelhouse - Doorframe
- Grind out the MIG brazed joints.
Installation
NOTE: Before resistance spot welding of body panels with a total panel thickness of 3 mm and greater, the manufacturer's welding equipment instructions and sub-section 501-25 must be followed.
1. Refer to: Tools and Equipment for Body Repairs (501-25 Body Repairs - General Information, Description and Operation).
NOTE: Sealer or adhesive must not be applied in welding zones. Areas which were bonded or sealed needs to be thoroughly sealed afterwards.
NOTE: Replacement of MIG brazed joints by MIG welds.
2. Refer to: Joining Techniques (501-25 Body Repairs - General Information, Description and Operation).
- The factory-installed MIG brazed joints must be replaced by MIG welds in a different position.
- These MIG welds must not be carried out on or in the immediate vicinity of existing MIG brazed seams as even the smallest amount of brazing solder can result in a reduction in the strength of the weld seam.
Preparation of the body
- Grind down MIG braze residues.
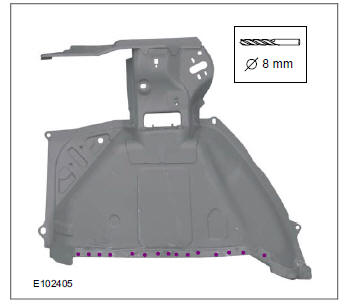
Preparation of the Inner Wheelhouse
- Drill holes for puddle welding (0 8 mm).
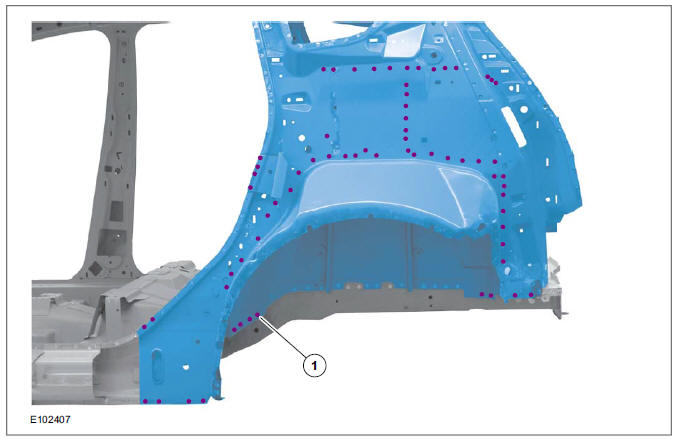
Inner Quarter Panel and Wheelhouse
- Continuous MIG weld seam on C-Pillar and D-Pillar.
- NOTE: Level weld flanges
Inner Quarter Panel and Wheelhouse
- Resistance spot weld - Panel thickness 3 mm and greater!
- 1) Bend in metal tab - Resistance spot weld - Panel thickness 3 mm and greater.
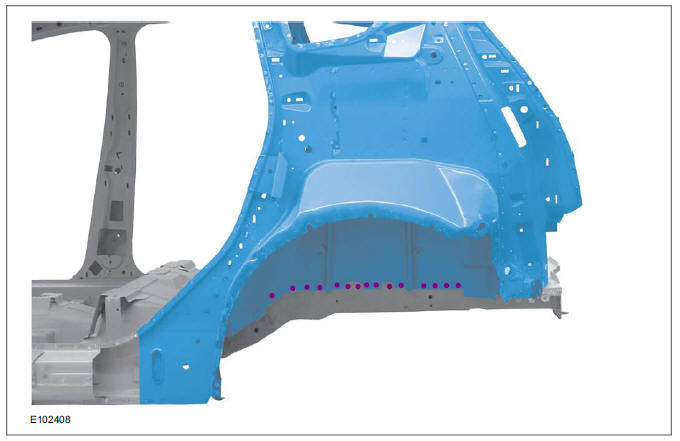
Wheelhouse
- Puddle weld.
2008.50
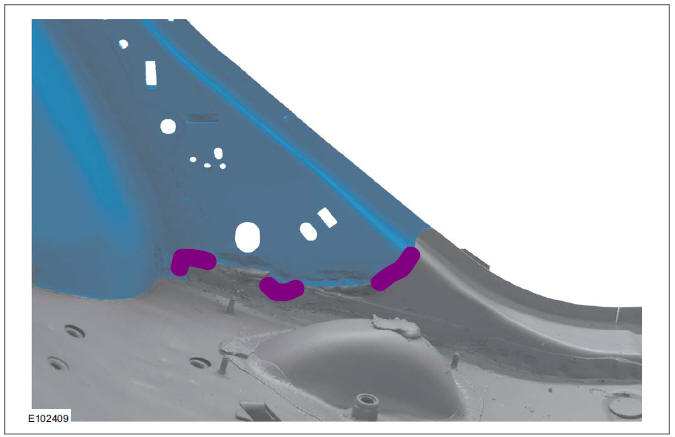
Wheelhouse - Doorframe
- MIG weld.
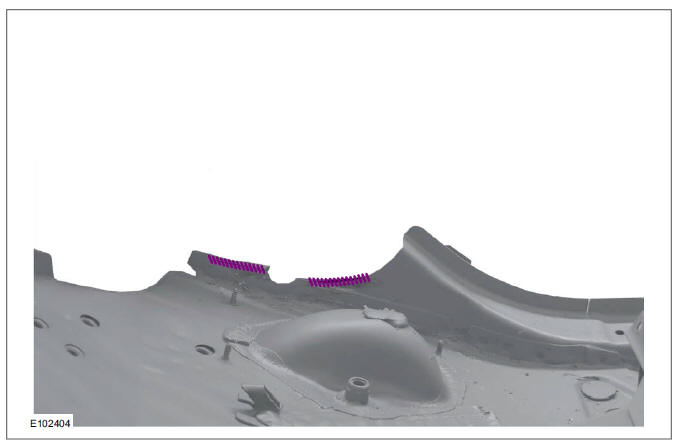
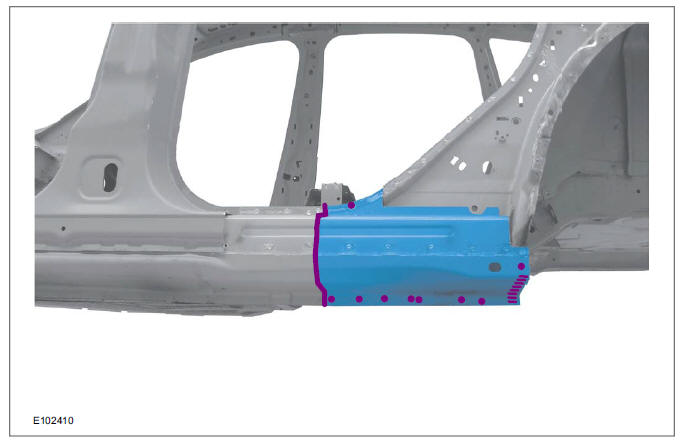
Rocker Panel Inner Reinforcement
- Apply PU glass adhesive
- Continuous MIG weld seam.
- Resistance spot weld - Panel thickness 3 mm and greater!
Quarter Panel LH
Water Drain Panel
Water Drain Panel Reinforcement
Rear Wheelhouse Outer
Back Panel and Reinforcement
Rear Floor Panel
Inner Quarter Panel and Wheelhouse
Rear Side Member Section
Ford Kuga Service Manual
- General Information
- Jacking and Lifting
- Noise, Vibration and Harshness
- Suspension System - General Information
- Climate Control
- Auxiliary Climate Control
- Instrument Cluster and Panel Illumination
- Instrument Cluster
- Horn
- Warning Devices
- Parking Aid
- Charging System - General Information
- Battery, Mounting and Cables
- Generator and Regulator
- Voltage Converter/Inverter
- Information and Entertainment System - General Information
- Information and Entertainment System
- Exterior Lighting
- Interior Lighting
- Daytime Running Lamps (DRL)
- Module Communications Network
- Module Configuration
- Wiring Harnesses
- Anti-Theft - Active
- Anti-Theft - Passive
- Multifunction Electronic Modules
- Front End Body Panels
- Body Closures
- Interior Trim and Ornamentation
- Exterior Trim and Ornamentation
- Rear View Mirrors
- Seating
- Glass, Frames and Mechanisms
- Instrument Panel and Console
- Handles, Locks, Latches and Entry Systems
- Wipers and Washers
- Bumpers
- Safety Belt System
- Supplemental Restraint System
- Body Repairs - General Information
- Body Repairs - Vehicle Specific Information and Tolerance Checks
- Front End Sheet Metal Repairs
- Roof Sheet Metal Repairs
- Side Panel Sheet Metal Repairs
- Rear End Sheet Metal Repairs
- Paint - General Information
- Uni-Body, Subframe and Mounting System
- Suspension System - General Information
- Front Suspension
- Rear Suspension
- Wheels and Tires
- Driveshaft
- Rear Drive Axle/Differential
- Front Drive Halfshafts
- Rear Drive Halfshafts
- Brake System - General Information
- Front Disc Brake
- Rear Disc Brake
- Parking Brake and Actuation
- Hydraulic Brake Actuation
- Power Brake Actuation
- Anti-Lock Control
- Anti-Lock Control - Stability Assist
- Steering System - General Information
- Power Steering
- Steering Linkage
- Steering Column
- Steering Column Switches
- Engine System - General Information
- Engine- 2.5L Duratec (147kW/200PS) - VI5
- Engine Cooling
- Fuel Charging and Controls-2.5L Duratec (147kW/200PS) - VI5
- Fuel Charging and Controls - Turbocharger- 2.5L Duratec (147kW/200PS) - VI5
- Accessory Drive - 2.5L Duratec (147kW/200PS) - VI5
- Starting System- 2.5L Duratec (147kW/200PS) - VI5
- Engine Ignition - 2.5L Duratec (147kW/200PS) - VI5
- Engine Emission Control - 2.5L Duratec (147kW/200PS) - VI5
- Intake Air Distribution and Filtering - 2.5L Duratec (147kW/200PS) - VI5
- Evaporative Emissions
- Electronic Engine Controls
- Automatic Transmission/Transaxle
- Transmission/Transaxle Cooling
- Automatic Transmission/Transaxle External Controls
- Transfer Case
- Exhaust System-
- Fuel System
- Fuel Tank and Lines
- Acceleration Control
- Speed Control
- Climate Control System
- Climate Control
Main Categories

0.0061