 Ford Kuga Service ManualBody Repairs - General Information » Tools and Equipment for Body Repairs
Ford Kuga Service ManualBody Repairs - General Information » Tools and Equipment for Body Repairs
Welding gear
Welding gear
As in the past, the dominant process in body construction is resistance welding, in particular spot welding. Depending on body type, up to 5000 spot welds are applied, either by welding robots or in the multi-point welding machine.
Resistance spot welding permits very high energy to be concentrated on a relatively small area of the workpiece in the shortest possible time and when high pressure is applied, a permanent joint is formed. During repairs the resistance spot welds used in production must be re-created accordingly.
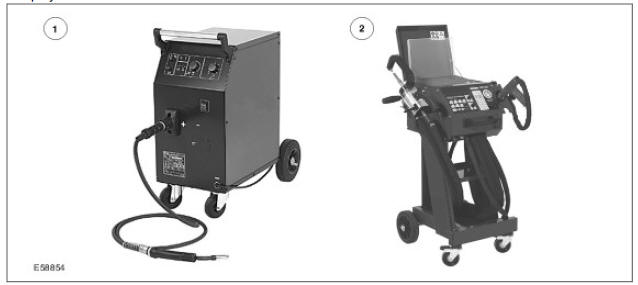
| Des cript ion | Description |
| 1 | MIG welding machine |
| 2 | Resistance spot welding machine |
NOTE: If a suitably powerful welding machine is not available and multi-layer panel joints with a total thickness of over 3 mm need to be made, puddle welding must be used.
Although in principle, high and ultra-high-strength panels are adequately or well suited to resistance spot welding, considerable problems may arise because of low welding power, especially where thicker panels or triple or multi-layer panels have to be welded together in the workshop. In particular, older welding equipment does not have the latest welding technology nor welding power and therefore cannot reliably join panel thicknesses greater than 3 mm.
NOTE: When installing body components made of ultra-high strength steel (e.g. boron), only inverter welding equipment certified by Ford may be used.
Equipment with inverter technology allows better spot weld quality because of a constant high welding current. In addition the high welding current makes shorter welding times possible and the electrodes therefore have a longer working life.
Inverter welding is a further development of electrode welding. In addition, a much higher electrode force (contact pressure of welding tongs) can be achieved with modern equipment.
Further advantages of the new inverter welding equipment are:
- good welding performance with constant quality, even with high switch-on times
- recognition of and compensation for disruptive factors: e.g. primer, adhesive, rust-prevention paint
- own and pre-set welding programs which can be saved and called up
- quality confirmation through logging of all important welding data
- fast changing of spot welding clamps or spot welding guns as required
The following functions can be controlled and monitored by programming the welding equipment:
- Control of the start conditions by resistance measurement (dirt, paint, bodywork adhesive, shunt circuit through the next spot weld).
- Ensuring the optimum welded connection.
- Checking the energy balance, resistance and quality.
In the case of resistance spot welded connections, faults in the weld are difficult to see from the outside. It is therefore absolutely vital to know the particular properties of the welding machine being used. A test weld with subsequent peeling test will provide information on the quality of the weld. The spot weld itself must not separate, it must tear away leaving a hole.
In the production of vehicle bodies, MIG welding plays a minor role as a joining technique. It is used for components subject to high demands, such as threaded plates for axle mountings, or at locations which cannot be spot welded for access reasons.
Alignment systems
Measuring systems
Welding gear
Ford Kuga Service Manual
- General Information
- Jacking and Lifting
- Noise, Vibration and Harshness
- Suspension System - General Information
- Climate Control
- Auxiliary Climate Control
- Instrument Cluster and Panel Illumination
- Instrument Cluster
- Horn
- Warning Devices
- Parking Aid
- Charging System - General Information
- Battery, Mounting and Cables
- Generator and Regulator
- Voltage Converter/Inverter
- Information and Entertainment System - General Information
- Information and Entertainment System
- Exterior Lighting
- Interior Lighting
- Daytime Running Lamps (DRL)
- Module Communications Network
- Module Configuration
- Wiring Harnesses
- Anti-Theft - Active
- Anti-Theft - Passive
- Multifunction Electronic Modules
- Front End Body Panels
- Body Closures
- Interior Trim and Ornamentation
- Exterior Trim and Ornamentation
- Rear View Mirrors
- Seating
- Glass, Frames and Mechanisms
- Instrument Panel and Console
- Handles, Locks, Latches and Entry Systems
- Wipers and Washers
- Bumpers
- Safety Belt System
- Supplemental Restraint System
- Body Repairs - General Information
- Body Repairs - Vehicle Specific Information and Tolerance Checks
- Front End Sheet Metal Repairs
- Roof Sheet Metal Repairs
- Side Panel Sheet Metal Repairs
- Rear End Sheet Metal Repairs
- Paint - General Information
- Uni-Body, Subframe and Mounting System
- Suspension System - General Information
- Front Suspension
- Rear Suspension
- Wheels and Tires
- Driveshaft
- Rear Drive Axle/Differential
- Front Drive Halfshafts
- Rear Drive Halfshafts
- Brake System - General Information
- Front Disc Brake
- Rear Disc Brake
- Parking Brake and Actuation
- Hydraulic Brake Actuation
- Power Brake Actuation
- Anti-Lock Control
- Anti-Lock Control - Stability Assist
- Steering System - General Information
- Power Steering
- Steering Linkage
- Steering Column
- Steering Column Switches
- Engine System - General Information
- Engine- 2.5L Duratec (147kW/200PS) - VI5
- Engine Cooling
- Fuel Charging and Controls-2.5L Duratec (147kW/200PS) - VI5
- Fuel Charging and Controls - Turbocharger- 2.5L Duratec (147kW/200PS) - VI5
- Accessory Drive - 2.5L Duratec (147kW/200PS) - VI5
- Starting System- 2.5L Duratec (147kW/200PS) - VI5
- Engine Ignition - 2.5L Duratec (147kW/200PS) - VI5
- Engine Emission Control - 2.5L Duratec (147kW/200PS) - VI5
- Intake Air Distribution and Filtering - 2.5L Duratec (147kW/200PS) - VI5
- Evaporative Emissions
- Electronic Engine Controls
- Automatic Transmission/Transaxle
- Transmission/Transaxle Cooling
- Automatic Transmission/Transaxle External Controls
- Transfer Case
- Exhaust System-
- Fuel System
- Fuel Tank and Lines
- Acceleration Control
- Speed Control
- Climate Control System
- Climate Control
Main Categories

0.0148